技术参数
型号 | 螺杆直径mm | 长径比 | 螺杆转速r/min | 生产能力kg/h | 驱动功率kw | 整机重量t | 外形尺寸(长×宽×高)mm |
XJD-65 | φ65 | 12:1 | 5-61 | 按机头配 置而定 | 30 | ≈1.7 | 2000×800×1350 |
XJD-90 | φ90 | 14:1 | 5-61 | 55 | ≈2.5 | 2600×1800×1450 | |
XJD-120 | φ120 | 16:1 | 5-61 | 110 | ≈5.5 | 3400×1100×1000 |
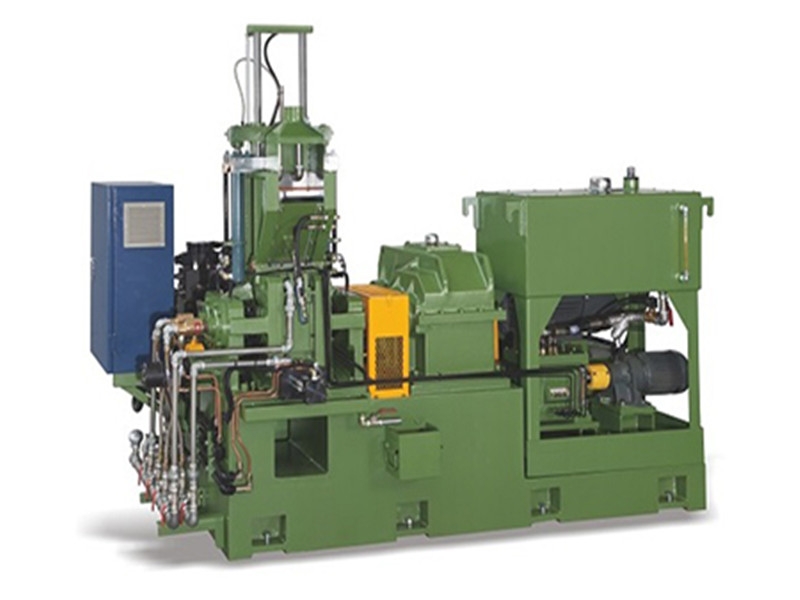
一、用途
XJD型销钉式冷喂料橡胶挤出机是最近研制成功的新一代冷喂料挤出机。它与一般销钉冷喂料挤出机相比具有生产能力高,胶料温度低,电能消耗少,混合质量好,塑化均匀等特点,可以广泛地应用于胶管、内胎、胶带、子口胶、密封条和其他橡胶制品的挤出成形,也可用于小型压延机的热炼供料。
二、加热冷却系统
· 机筒、机头温控区段数 共2-4段
· 螺杆、旁压辊、减速器冷却方式 水冷却
· 模温机型号 可选
· 马达功率 0.37KW
· 输出水量 4 L/min
· 传热媒体 水
·最高温度 98 ℃
·温控精度 ±1 ℃
·加热功率 6KW
· 冷却水压力 0.3MP
· 水 温 12~14 ℃
三、结构介绍
本机由机头、挤压系统、传动系统、加热冷却系统和电气控制系统组成。
传动系统由直流电机调速系统通过皮带轮驱动减速器,再由减速器的输出轴经过花键套驱动螺杆旋转,因而可以达到均匀无级的速度调节。本机配机头连接体,根据挤出半成品的形状和工艺的不同要求,用户可以自行更换机头。
挤压系统由喂料装置、螺杆、机筒、衬套等组成。本机采用旁压辊强制喂料,可以提高产量并增加挤出半成品的密实度。由于采用了销钉机筒和特殊设计的螺杆,使胶料受到强烈的剪切和混合作用,从而达到均匀塑化、混合、低温挤出的目的,可比一般冷喂料挤出机提高70%产量,减少20%~50%能耗。此外,由于在螺杆某些段螺槽内设置主付螺纹结构,使塑化与未塑化的胶料分离,进一步保证了挤出胶料质量均匀一致。因此,采用本机可以适用多种多样较易加工和较难加工的胶料,在各种场合均能保证高产、低耗、优质、均一的挤出成形。
本机加热/冷却系统采用模温机控制,操作详《见温控机使用说明书》。